-

武汉澳思特超声波设备有限公司
主营:重庆振动摩擦机,震动模,超声波焊接机,超声波模具,热板机,热铆焊接机,旋熔焊接机,自动化设备,成都超声波,成都振动摩擦机

武汉澳思特超声波设备有限公司
主营:重庆振动摩擦机,震动模,超声波焊接机,超声波模具,热板机,热铆焊接机,旋熔焊接机,自动化设备,成都超声波,成都振动摩擦机 8
8
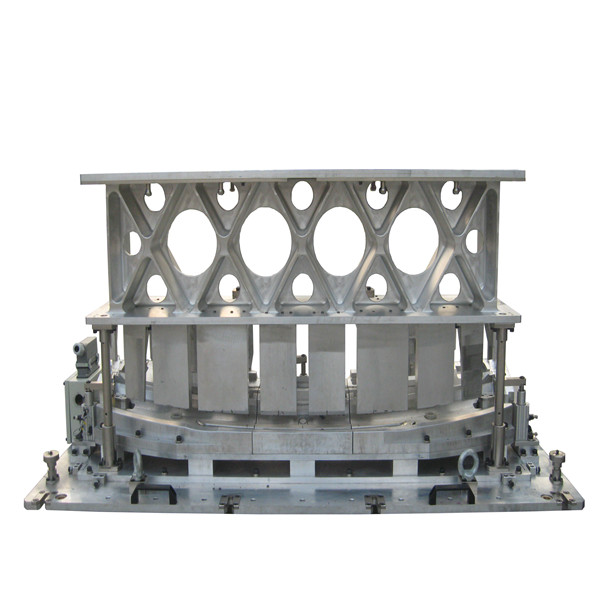
模具介绍:
对不同的焊接对象需要有不同工具头,不管是近场焊接还是传输焊接,只有半波长的工具头才能使焊接端面达到的振幅。工具头,有带振幅放大的和不带振幅放大的两种,塑料焊接机用声学系统工具头,所用材料通常为铝合金,其端面镀硬质合金,功率较大时也有用钛合金材料制成的,该材料疲劳强度比铝合金高一倍多。
模具的频率参数:
超声波焊接机都有一个中心频率,例如20KHz、40 KHz等,焊接机的工作频率主要由换能器(Transducer)、变幅杆(Booster)、和焊头(Horn)的机械共振频率所决定,发生器的频率根据机械共振频率调整,以达到一致,使焊头工作在谐振状态,每一个部份都设计成一个半波长的谐振体。发生器及机械共振频率都有一个谐振工作范围,如一般设定为±0.5 KHz,在此范围内焊接机基本都能正常工作.我们制作每一个焊头时,都会对谐振频率作调整,要求做到谐振频率与设计频率误差小于0.1 KHZ,如 20KHz 焊头,我们焊头的频率会控制在19.90—20.10 KHz,误差为5‰。
超声波的原理:
超声波是指振动频率大于20KHz以上的,其每秒的振动次数(频率)甚高,**出了人耳听觉的上限(20000Hz),人们将这种听不见的声波叫做超声波。超声和可闻声本质上是一致的,它们的共同点都是一种机械振动,通常以纵波的方式在弹性介质内会传播,是一种能量的传播形式,其不同点是超声频率高,波长短,在一定距离内沿直线传播具有良好的束射性和方向性,2013年腹部超声成象所用的频率范围在 2∽5MHz之间,常用为3∽3.5MHz(每秒振动1次为1Hz,1MHz=10^6Hz,即每秒振动100万次,可闻波的频率在16-20,000HZ 之间)。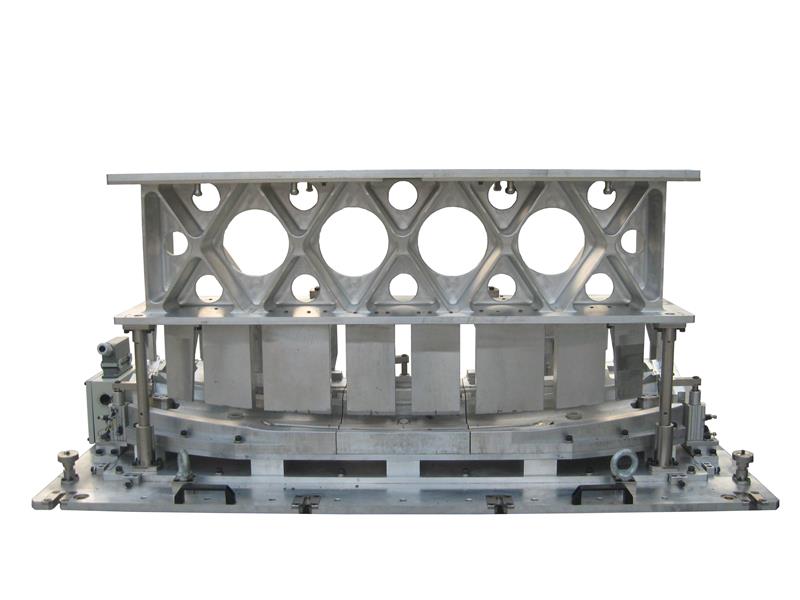
超声波的两个主要参数:频率:F≥20KHz; 功率密度:p=发射功率(W)/发射面积(cm2);一般p≥0.3w/cm2。
在液体中传达的超声波能对物体外表的污物进行清洗,其原理可用“空化”现象来解说:超声波振荡在液体中传达的音波压强到达一个大气压时,其功率密度为0.35w/cm2,这时超声波的音波压强峰值就可到达真空或负压,但实际上无负压存在,因此在液体中发生一个很大的压力,将液体分子拉裂成空泛一空化核。此空泛十分挨近真空,它在超声波压强反向到达时决裂,因为决裂而发生的激烈冲击将物体外表的污物碰击下来。这种由很多细微的空化气泡决裂而发生的冲击波现象称为“空化”现象。